My original assembly model in Solidworks had coloured components but since I imported it into Onshape and Fusion 360, most of those colours have defaulted back to vanilla settings. But you can see what I had in mind:
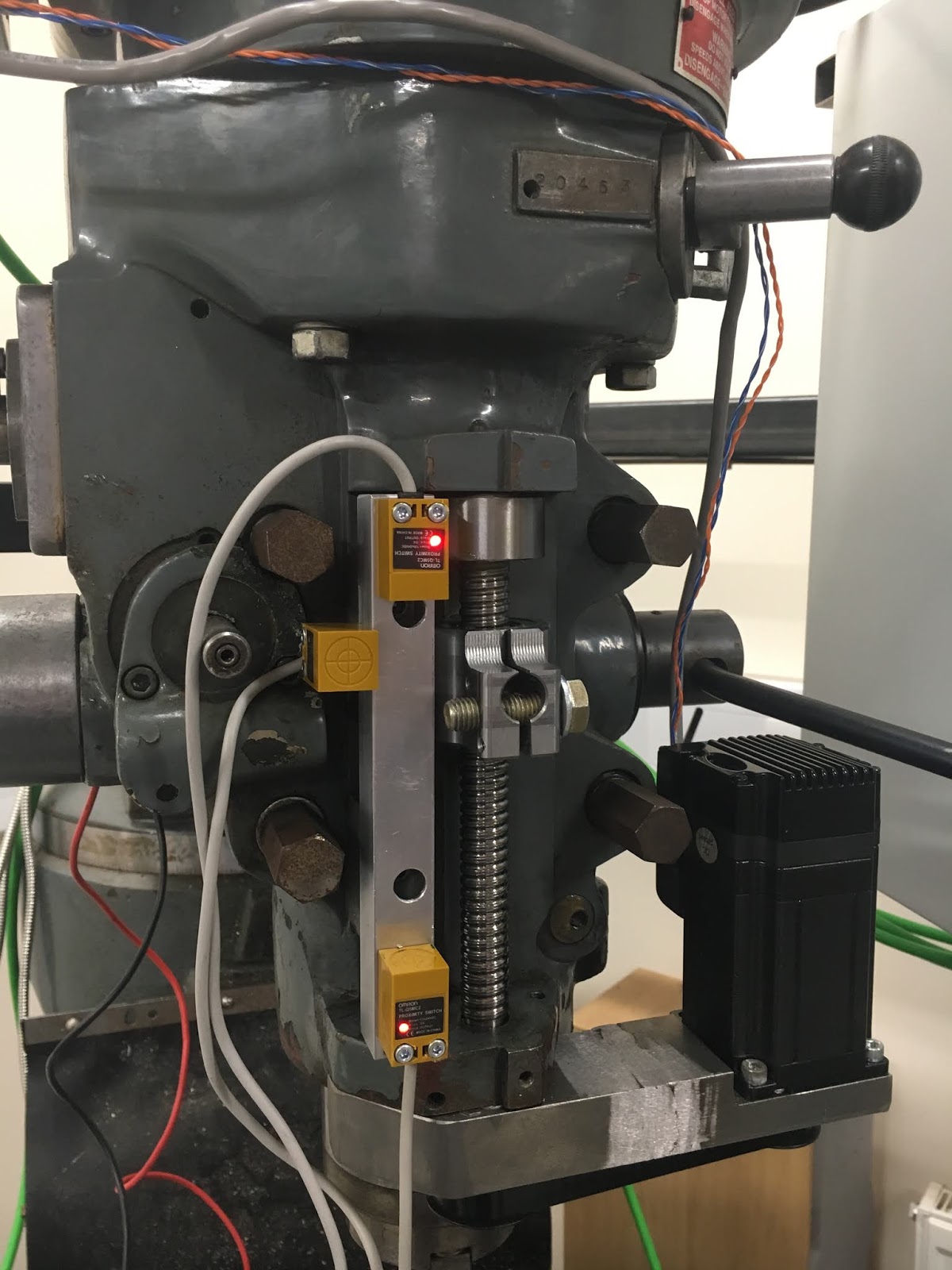
The 3 proximity switches are mounted on a piece of square section loominum, with slotted holes to allow for adjustment:
With a couple of holes for mounting to the head, using the fixings for the feed stop scale:
I have already connected up the junction box on the side of the head, so was able to quickly wire them up and test them out. The top and bottom switches are limit switches which haven't been wired to the controller inside the cabinet but the LEDs change state when a metallic target is encountered. The home switch is on the side and IS connected to the controller. Gratifyingly, that signal is shown on the diagnostics screen, so I've done something right there.
So I need to connect up the NC limit switches. All the +L limit switches are connected in series and all the -L limit switches are connected in series. You can't series up open collector switches that are running off the same power supply (the 24V supply for the controller) but in this case it's not an issue. I simply put the proximity switch at the bottom of the chain.
The home switches were randomly defined as being NO, so it's simple enough to merely parallel up the open collector Z axis switch with the existing mechanical switches.
What is rather missing from the above assembly is the target component that rides on the yoke and triggers the various switches. I was certain I'd made this up but The Fat Stupid Bloke must have been busy in the workshop again and mislaid it somewhere. I'll make up another one and then stumble across the original.
There is also a bridge piece that connects the sliding head of the DRO scale on the other side of the yoke. Naturally that's missing too, although I found a partially completed 3D printed version. I suppose that might be a solution for the DRO head.