These are the tools I'll need - roughing / finishing tool and threading.

Firstly, set up the stock. This is 20mm EN8.

Just checking - what is the max dia of the centre drilling? The pip looks like 1/4" diameter, so I need to make certain I don't make it bigger than this. It's responsible for the radial position of the rear of the collet chuck, so the drilling needs to be a good fit on the pip.

Here's the rather shitty looking live centre that came with the Tree. Some rust but mostly just grease and muck. Got a cleanup in the Bantam, along with various other MT3 chucks and centres.

I don't have a chuck for the turret yet, so the 8mm centre drill will have to go in a boring bar holder.

But hold on - the drill isn't on centre height. It's about 0.5mm above. You can see the path of the drill tip in the inked up area. Not good.

Removed the locating dowels for the drill / boring bar block and was able to "adjust" the height. That's a bit of a bodge but i don't see any better fix in the circumstances. Bottom line - I managed to centre drill the stock without snapping the carbide centre drill. Unlike HSS they don't flex and the pilot drill is very fragile. You are looking at ~£20 worth of drill here.

Quick facing off and chamfer...


Looks reasonable.

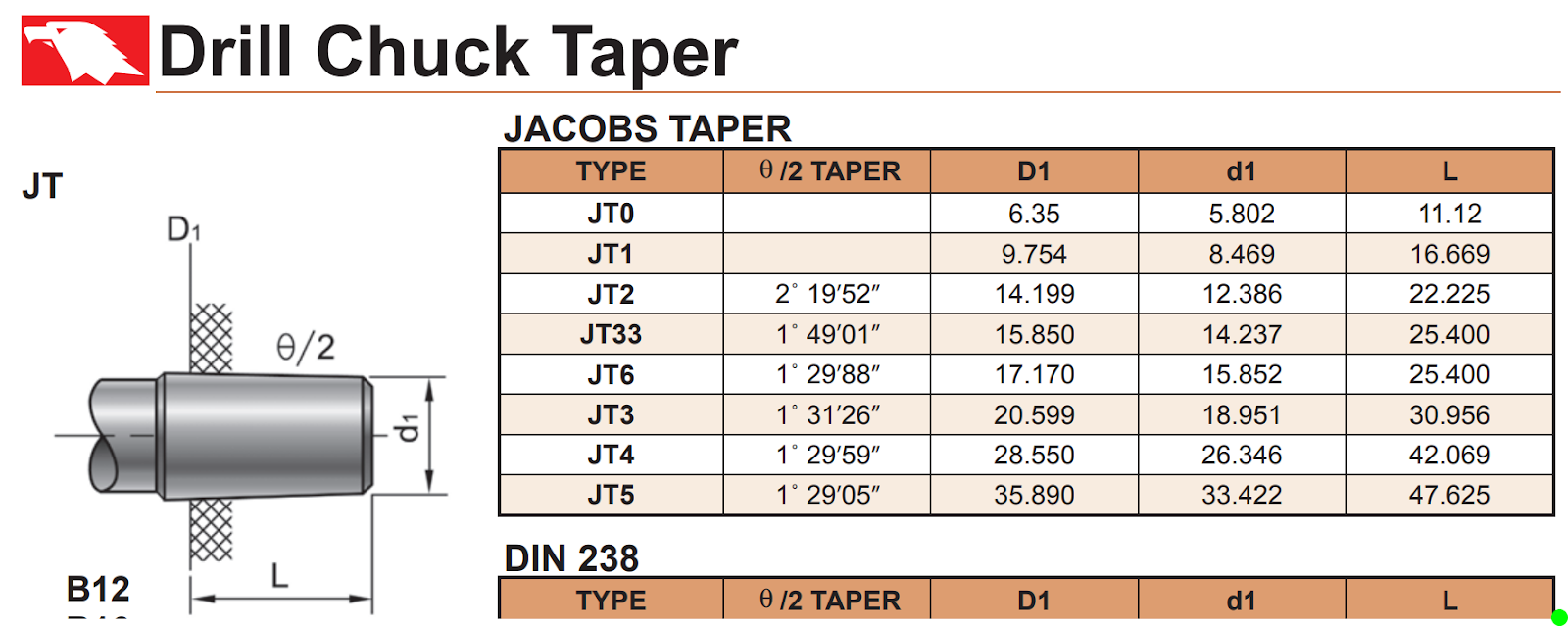
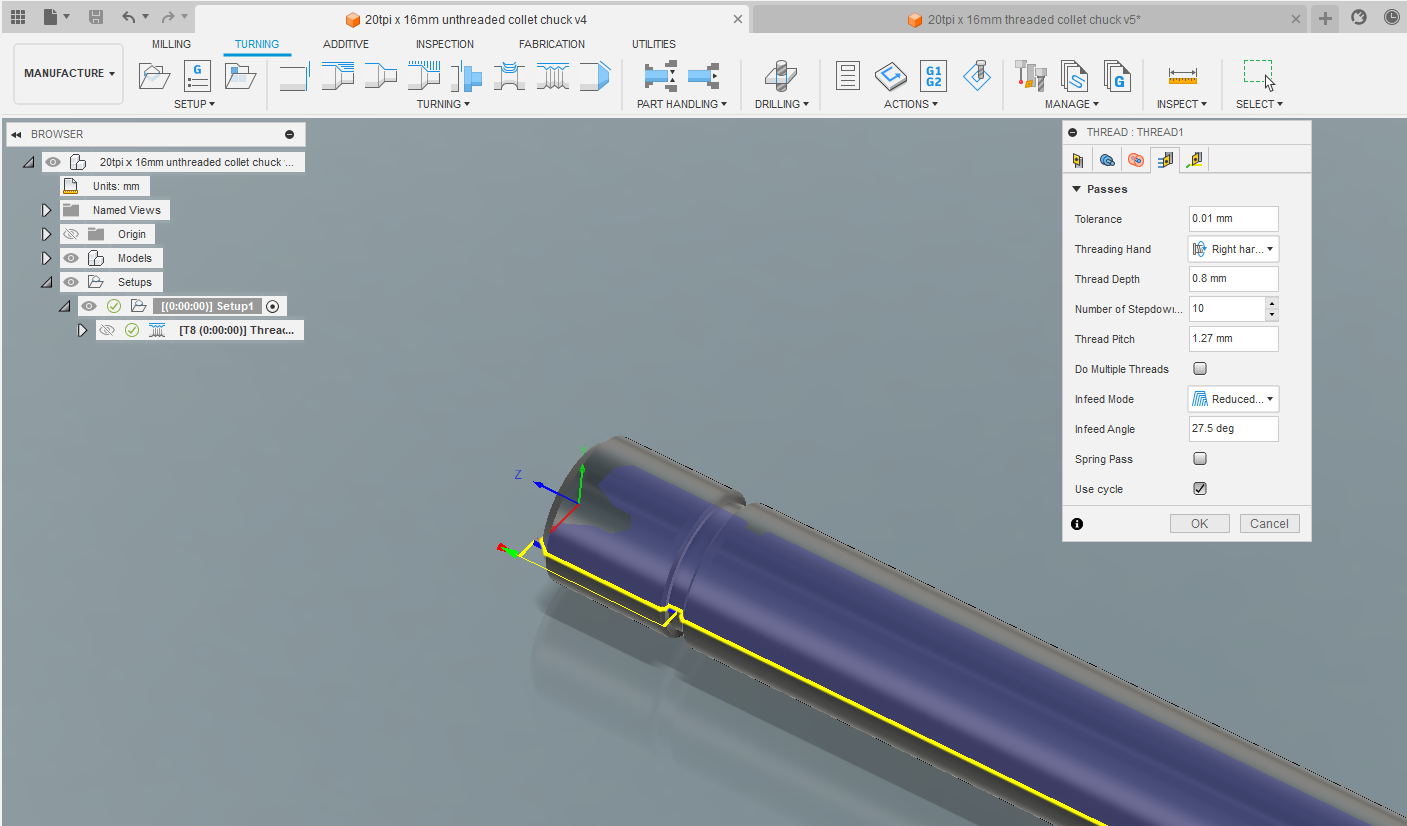
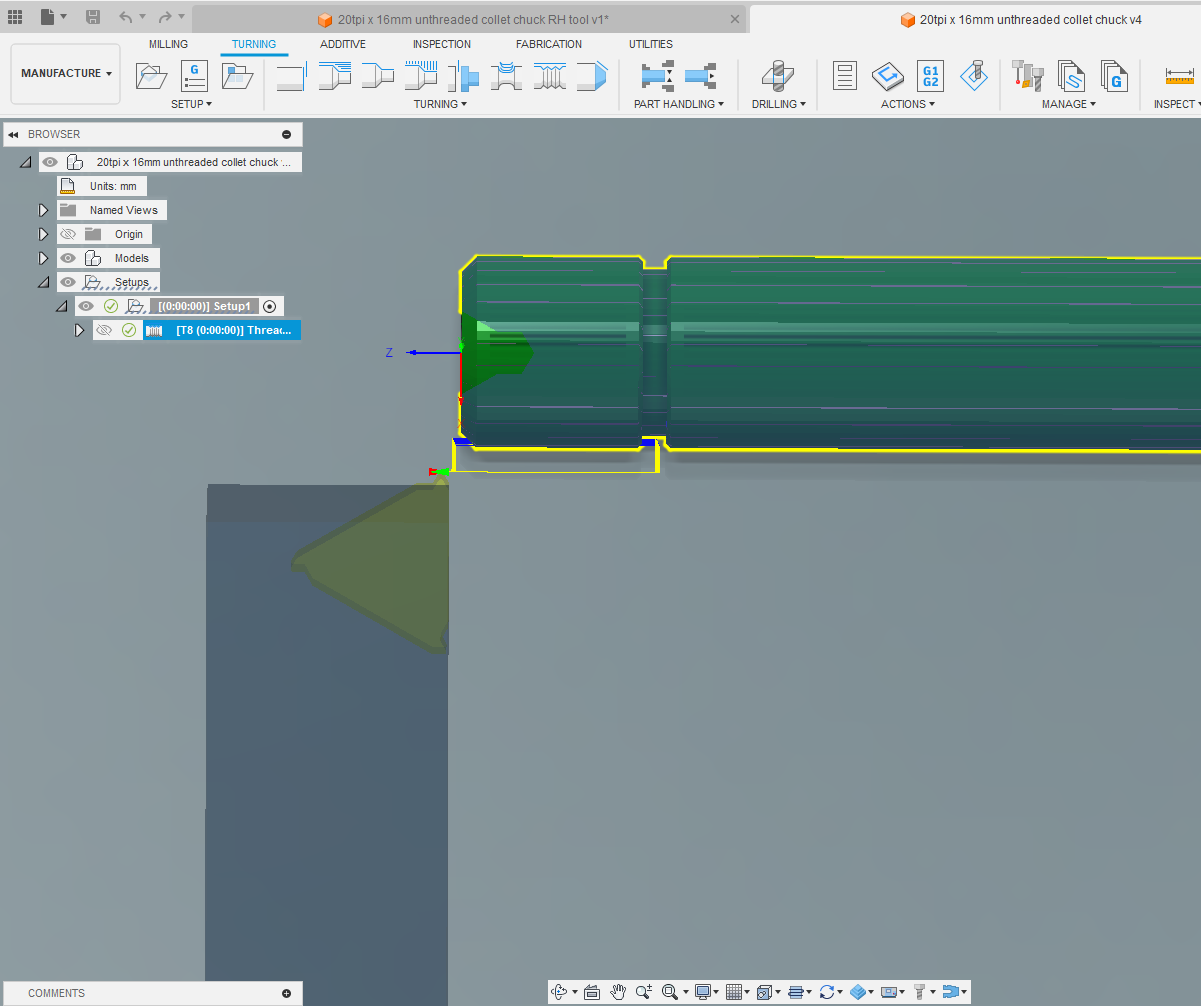
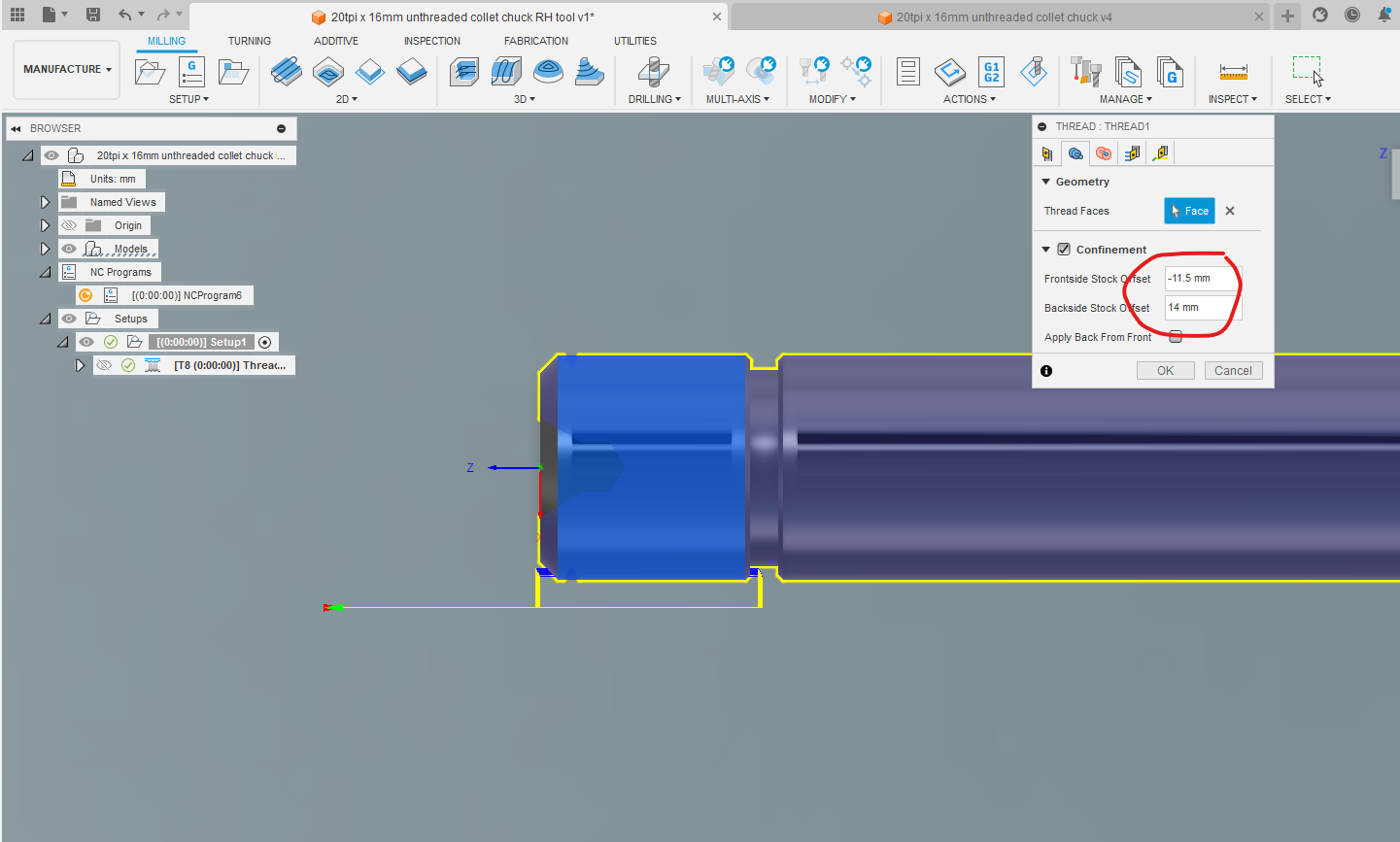
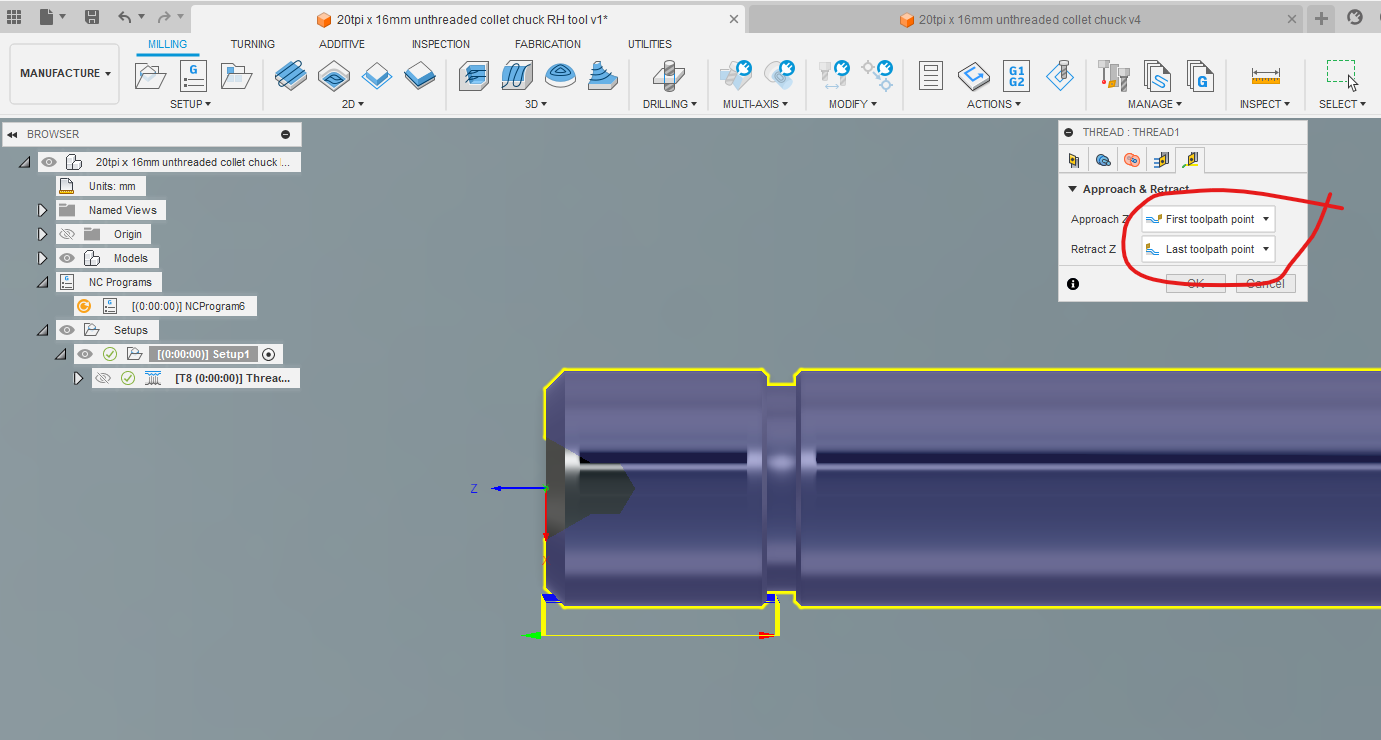
Now for the 20tpi thread. Is it really 16mm x 20tpi?

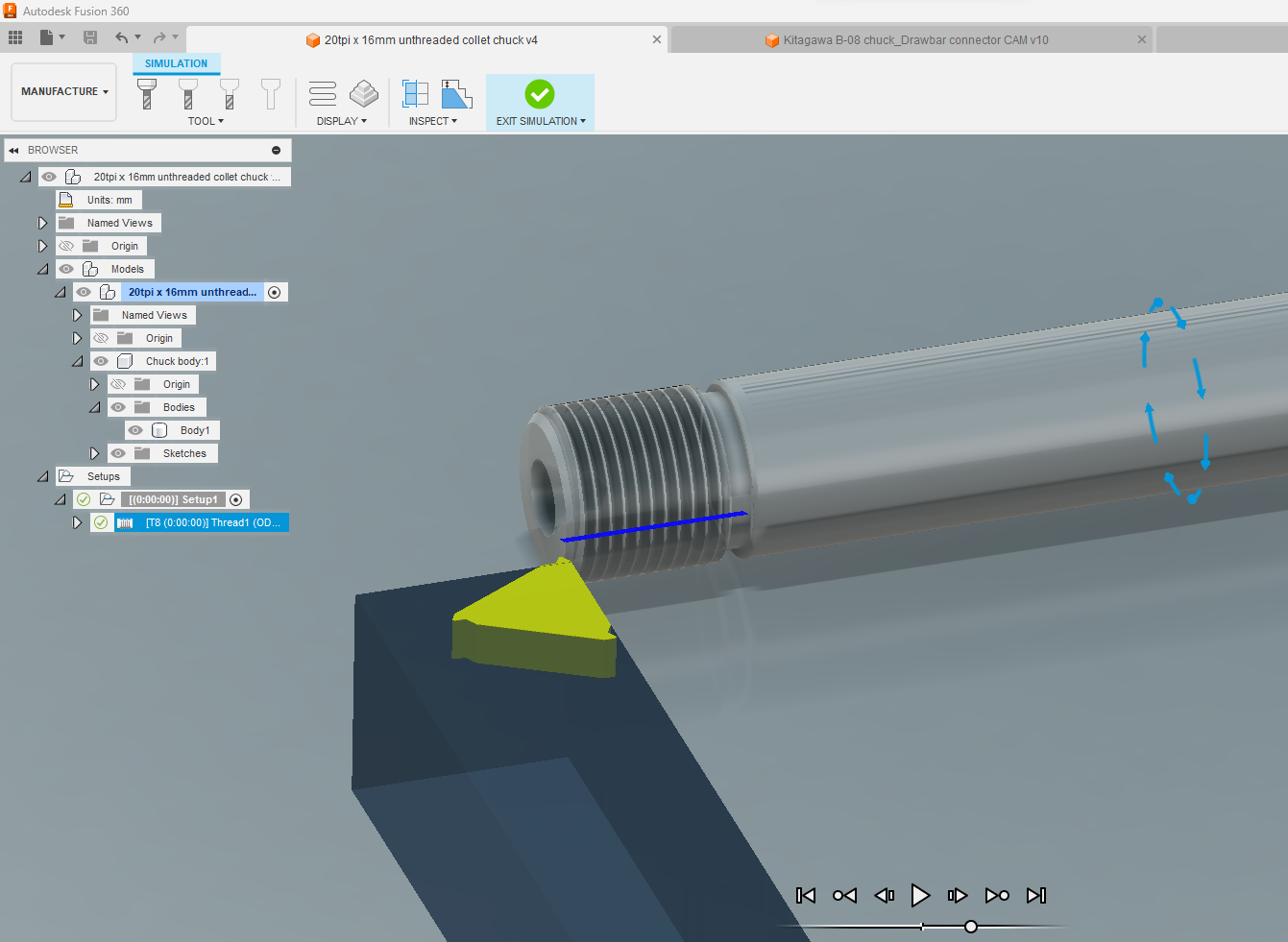
Seems not. Looks more like 5/8" x 20tpi which sounds reasonable. So a "metric" Autolock collet has a metric (eg 16mm) bore with an imperial thread - that sounds much more credible. Cut the tread 150um deeper by adding -ve 150um of tool wear compensation (should be a nominal 125um difference, which would take it from 16mm to 5/8") and found Nirvana.

Then parted it off. The surface finish isn't perfect but this is EN8 and I was using a general purpose tip at low speed (2000rpm).


It's a fairly convincing result, either way.


So let's set up the stock again and make the part from start to finish....