The cams need to be hardened, so the EN9T I bought recently should do the trick. This is like 1045 carbon steel ie can be hardened and tempered without any exotic processes being required.

I need a 19mm diameter but naturally I bought 20mm so I'll need to turn it down and this stuff isn't the nicest material to machine.

I just need to turn it down to 19mm, create a 3mm width groove, chamfer the edges and part it off.

There you go. Some deburring will be required before it will slide into the bore. Otherwise they came out nicely.




Now I need to machine the eccentric cam. The eccentricity is 0.8mm. How to machine this? There won't be much stickout on the lathe, so I'll drill a centre hole in The Shiz and bring up the tailstock.

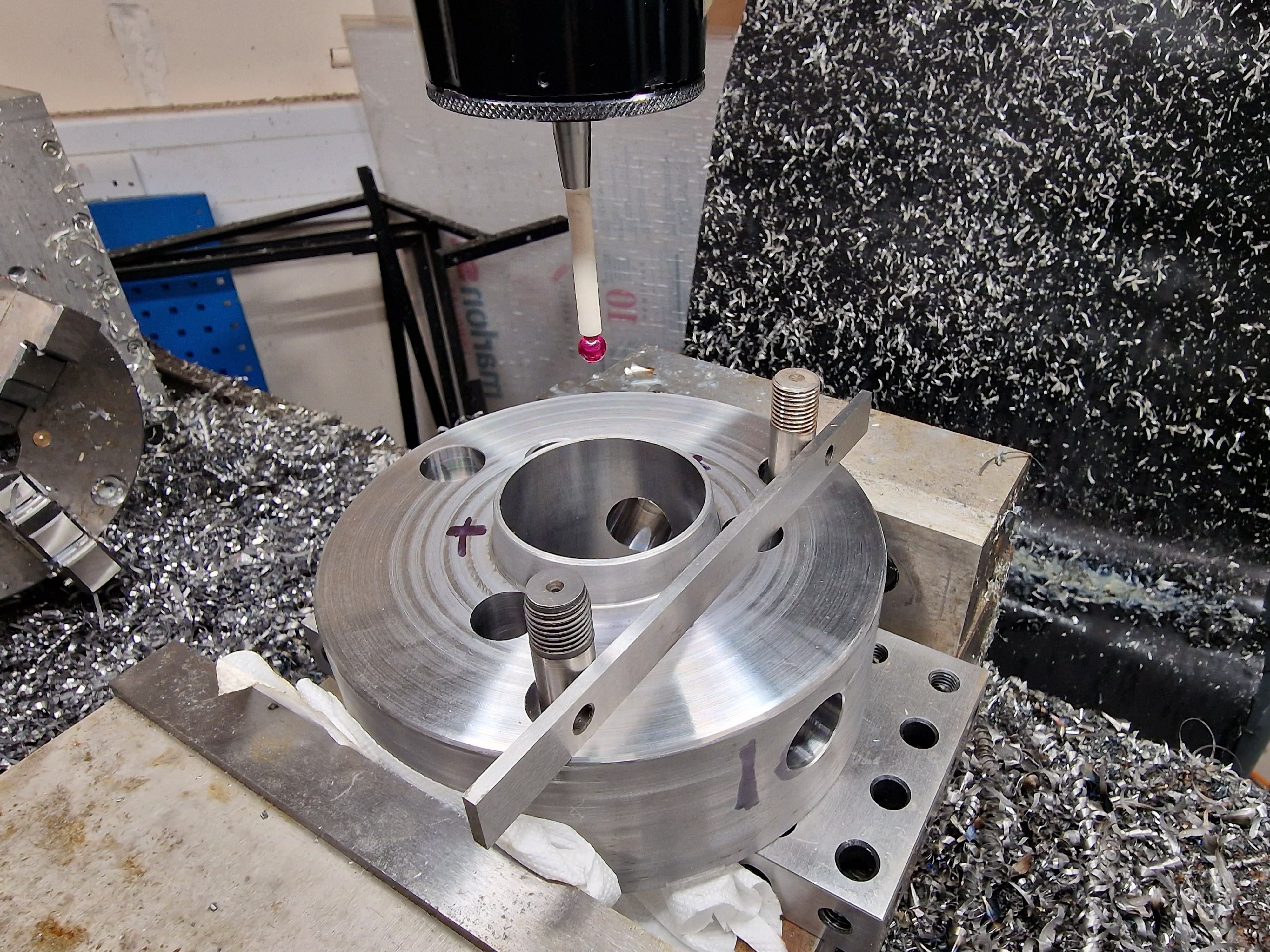
I can find the centre using the Renishaw probe, then move the table to create the 0.8mm offset and then drill the centre hole.

Like this:

To set the blank up in the 4-jaw with the centre hole on axis, the simplest method is to use a centre and DTI. Once the runout is dialled out, the part is on centre.

The Tree has a hydraulic tailstock. You can set the preload using a adjustable pressure regulator in the valve block. The existing setting seems to work OK without driving the blank into the chuck!


It's going to be a bit tight in there....

Nearly there. Just need to clean up the shoulder with a parting / grooving tool.

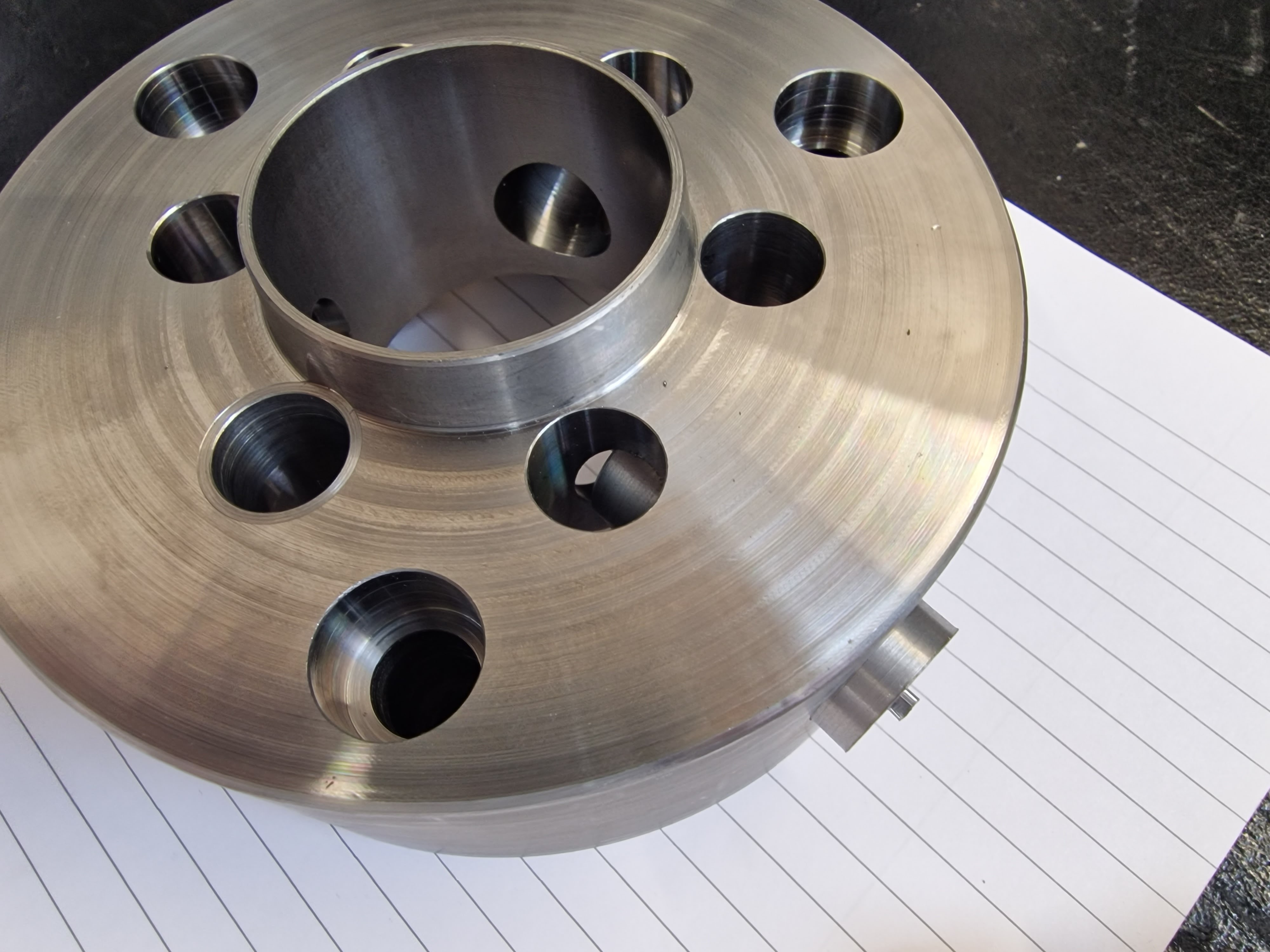
That worked out OK. The final measurements are spot on.

I'm now out of time today but here's the second part set up and ready to machine.