Well, lathe chips at any rate. And I've done the childish pawn joke ad nauseam before.
In order to reduce the pucker factor and familiarise myself with CNC lathe operation, I need to get my hands dirty - as opposed to getting my underwear dirty. No substitute for experience etc. So back to the pawn test piece.
Here's the CAM for the pawn test piece. Adaptive roughing, followed by a finishing pass:

This imported into cmoccapy OK. The blue path shows the movement from the machine home (G53 X0 Z0) to the stock origin (G54 X0 Z0) after I told it where the stock origin was (G92 X0 Z0). Perhaps not surprisingly, it remembers these positions between power cycles.

In closer detail, it looks half decent and I previously addressed the issue of the toolpath smoothing.

Let's go:
Firstly, do some homing moves and tell the machine where my stock origin is. That's the G54 X0 Z0 position. I'd like to get that right, otherwise I could have my very first CNC lathe crash - which I'm happy to delay as long as possible. This is the air cut:
Looks OK, so abort, load the tool and brace myself to make real chips. Rubber pants on! Here we go.
For some reason that may be obvious to a seasoned user, it pauses between operations. Presumably some setting in the CAM or post. I can get past it by forcing the next line of g-code in gmoccapy but that's something to look into.
Finally, part off manually (I haven't figured out how to set up tool offsets yet with any confidence).
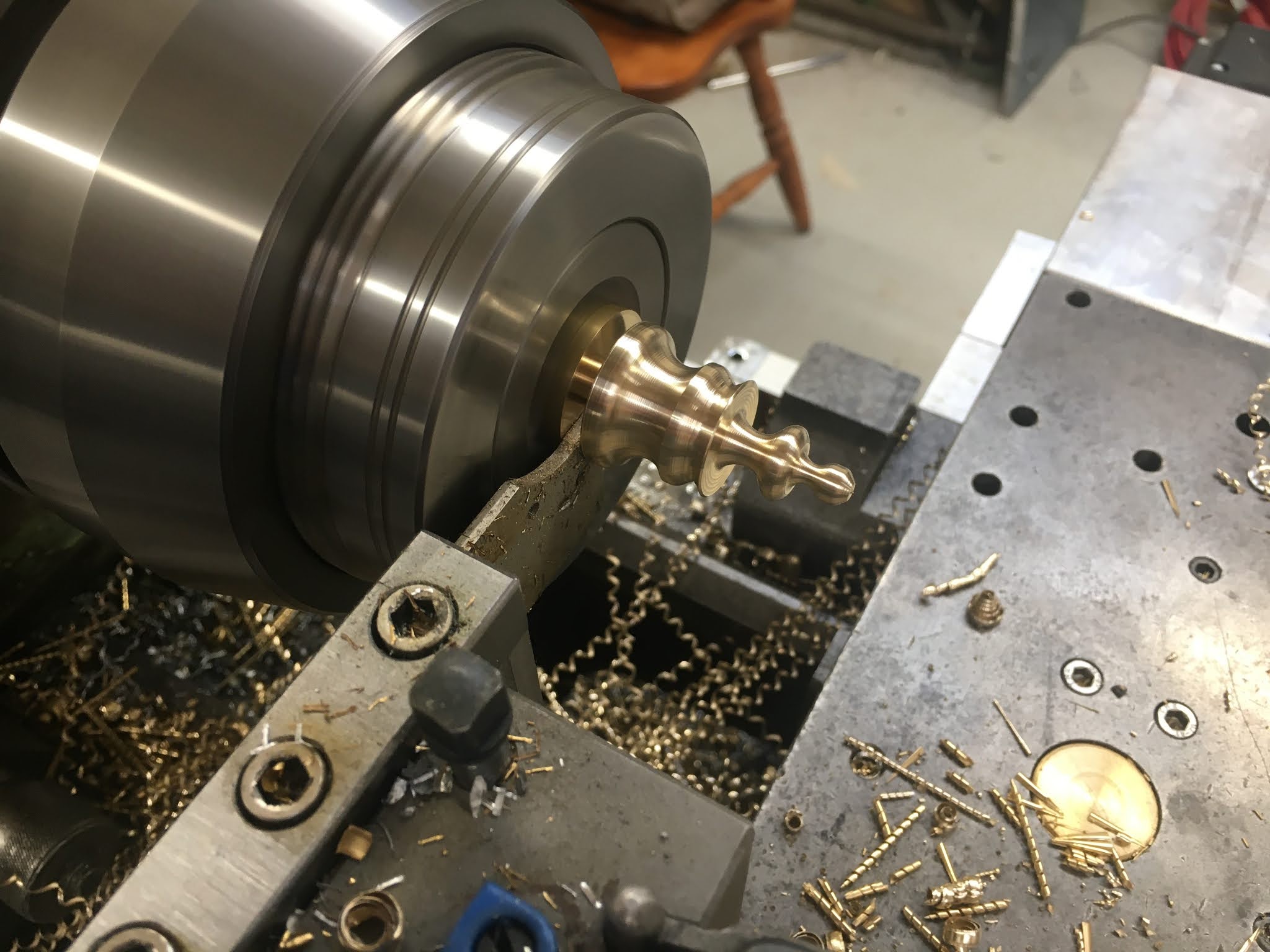
I seem to have the tool height set up nicely at least

And?
And here it is. Better than the last (first) one but still some jerkiness in the movement, resulting in annoying ridges in the surfaces. The Z axis seems to be jerky, so I'll need to look into that. I can use HALscope to observe the following error, which is the difference between the commanded position and the reported position from the encoder. I'm expecting that to resemble a series of jerks.

But that's good news for now.




No comments:
Post a Comment