I need to harden the Camlock cams before I can consider this part of the job complete. There are 2 stages to this.
The first part involves heating up to >800C or so, then dunking in a bucket of water. A bright red heat would work here, although my propane torch is only just about up to the job. MAPP gas might have done better but it's no longer available.


https://en.wikipedia.org/wiki/Tempering_%28metallurgy%29
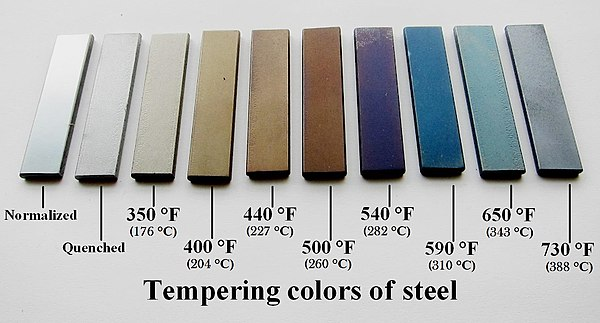
- Faint-yellow – 176 °C (349 °F) – gravers, razors, scrapers
- Light-straw – 205 °C (401 °F) – rock drills, reamers, metal-cutting saws
- Dark-straw – 226 °C (439 °F) – scribers, planer blades
- Brown – 260 °C (500 °F) – taps, dies, drill bits, hammers, cold chisels
- Purple – 282 °C (540 °F) – surgical tools, punches, stone carving tools
- Dark blue – 310 °C (590 °F) – screwdrivers, wrenches
- Light blue – 337 °C (639 °F) – springs, wood-cutting saws
- Grey-blue – 371 °C (700 °F) and higher – structural steel
The Samung fan oven claims to be able to get up to 250C, which would place the resulting temper somewhere in the hammer, chisel, tap, scriber and chisel blade territory. I guess that might work. My "Aldi Special" IR thermometer claims to work up to 380C, so it might give me an idea if the parts get anywhere near the claimed 250C.
So I'll bake them in the oven for a few hours once we've finished with it for the day - then dunk them in water again before pickling again. That will have to wait until next time....



No comments:
Post a Comment