Machining the ER16 collet chuck:
Once I've received the ER16 collet chuck, I'm going to have to shorten the shank and machine the 20tpi threads on it, so that it fits in the speeder's Autolock collet nose.
Stupidly, I tried to create the thread within the Fusion 360 Design environment. This turned out to be a hiding to nowhere, as there's no way to specify a non-std thread, such as 16mm x 20tpi. You can only choose from a predefined pulldown list of standard threads:

The way around this is to model the machined (unthreaded) blank....

More Fusion 360 Lathe Idiocy:
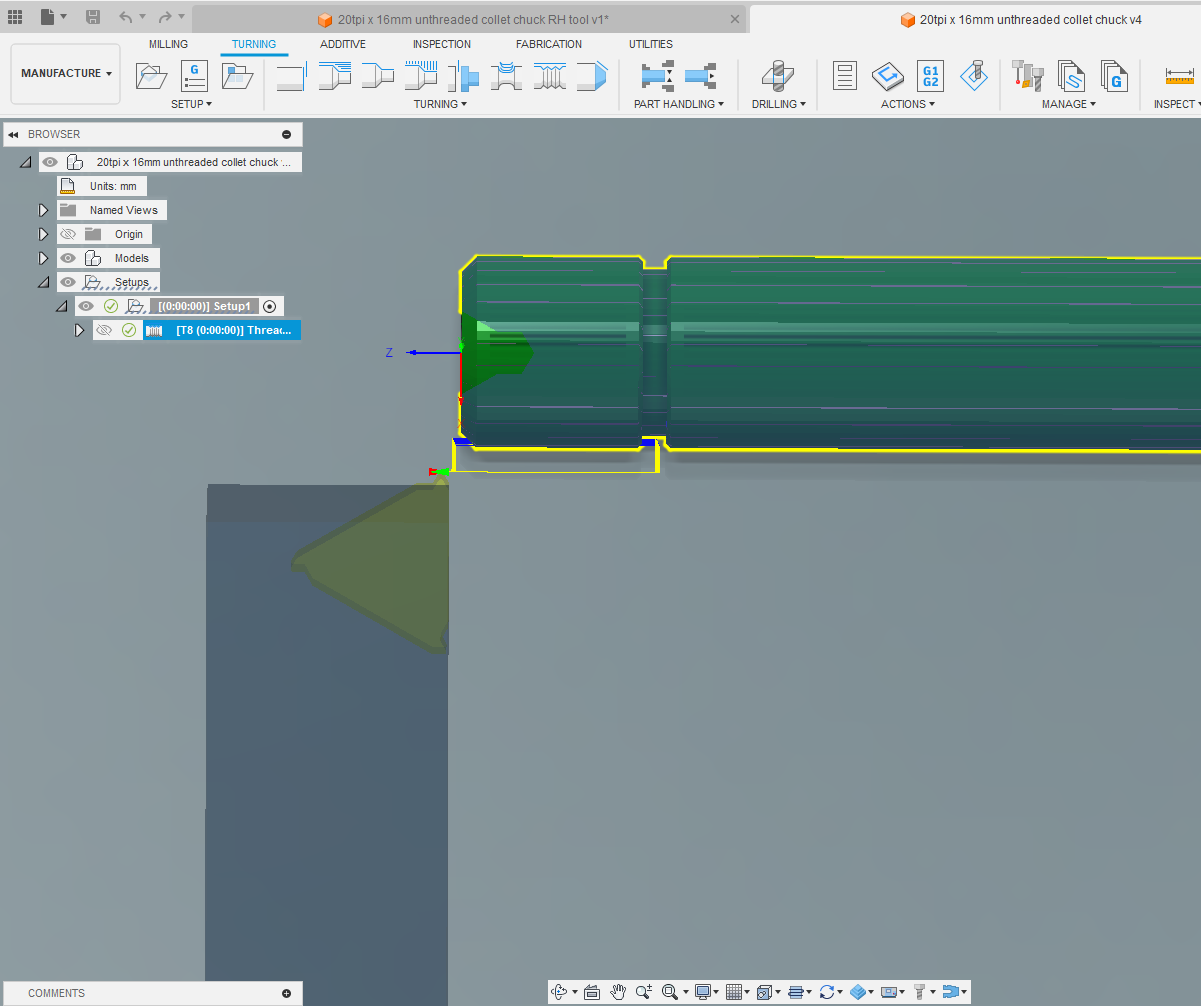
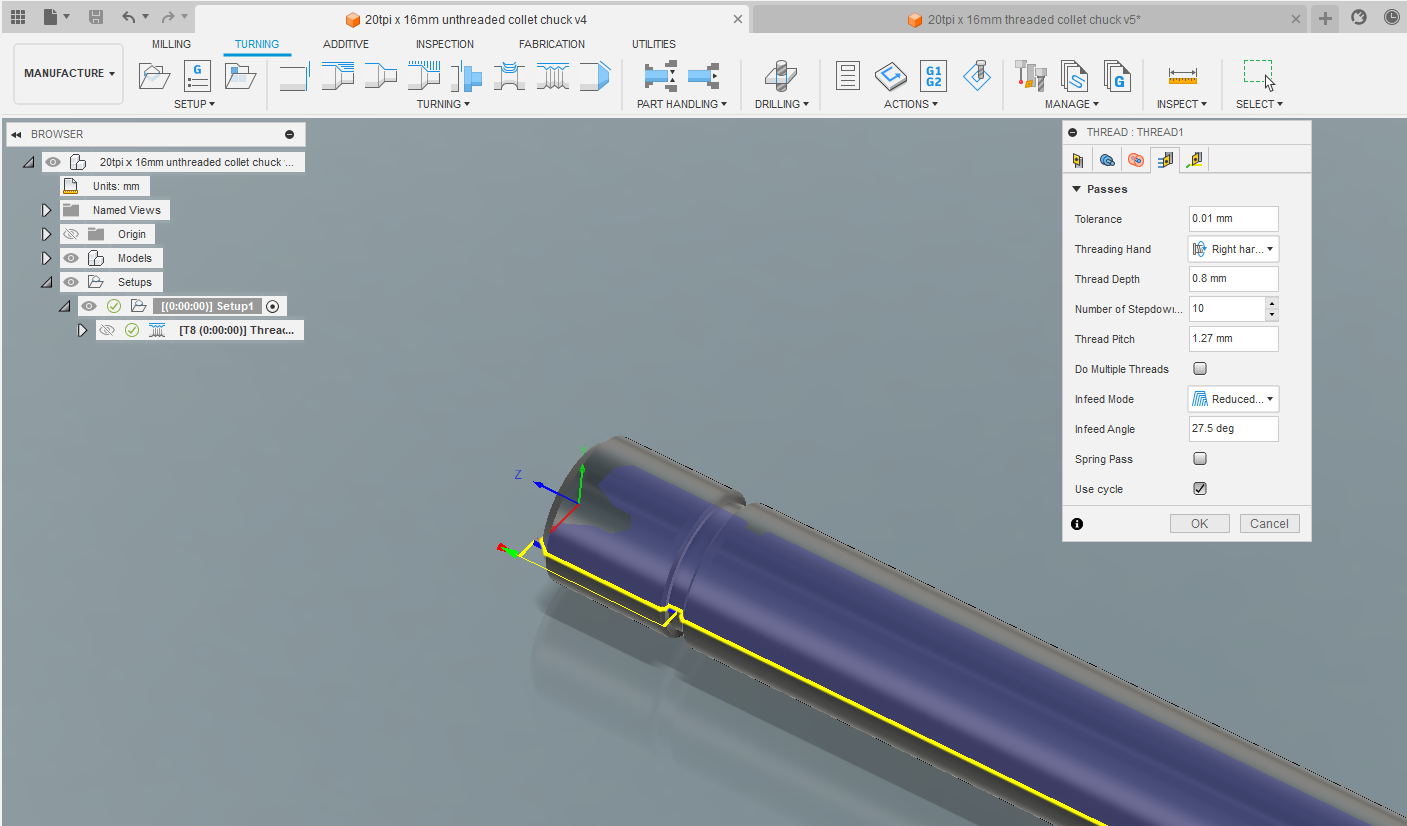
The problem is that in this particular instance I want to be able to bring up the tailstock and support the end of the collet shank. This makes the LH toolholder a bit of an issue, as it would clash with the revolving centre. So ironically, having gone to the bother of creating the LH tooling, this is a case for a conventional RH toolholder.
Try as I might, I can't get the tool to cut the correct axial portion of the shank using the default settings. It seems determined to only thread the first few mm of the shank, then continue out into the space beyond - where the tailstock would be. I can't tell you how frustrating this is.

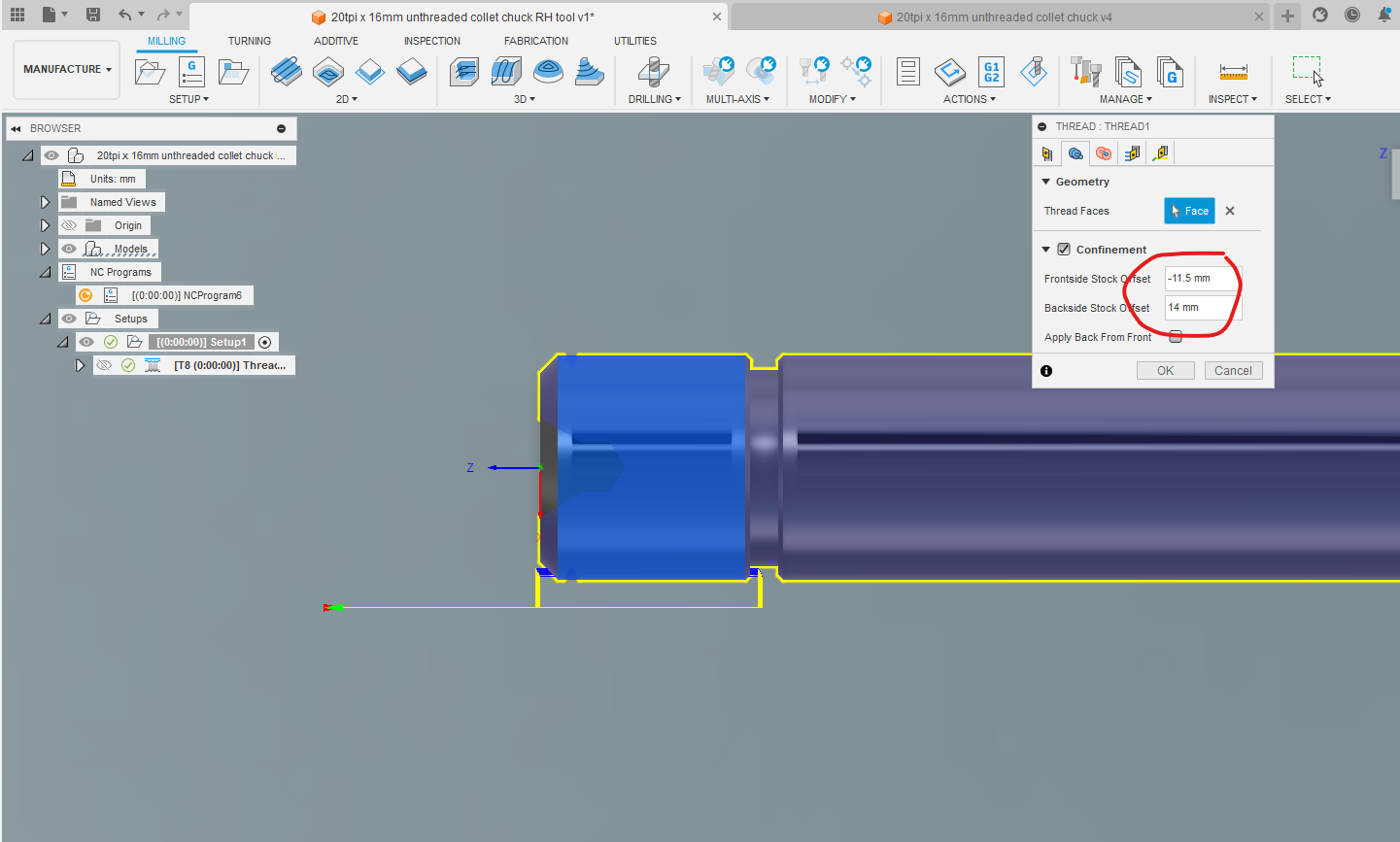
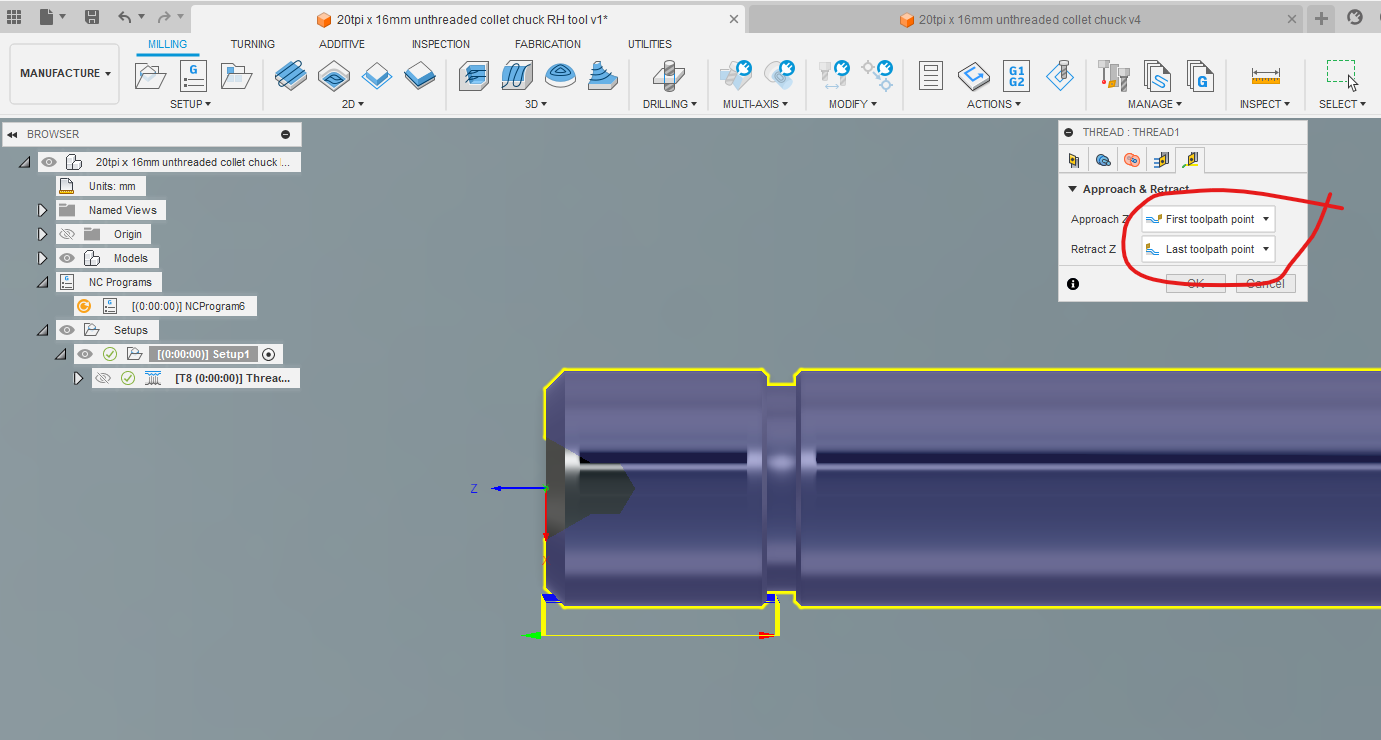
Finally, I was able to force the path to the correct axial position by playing about with the containment values:
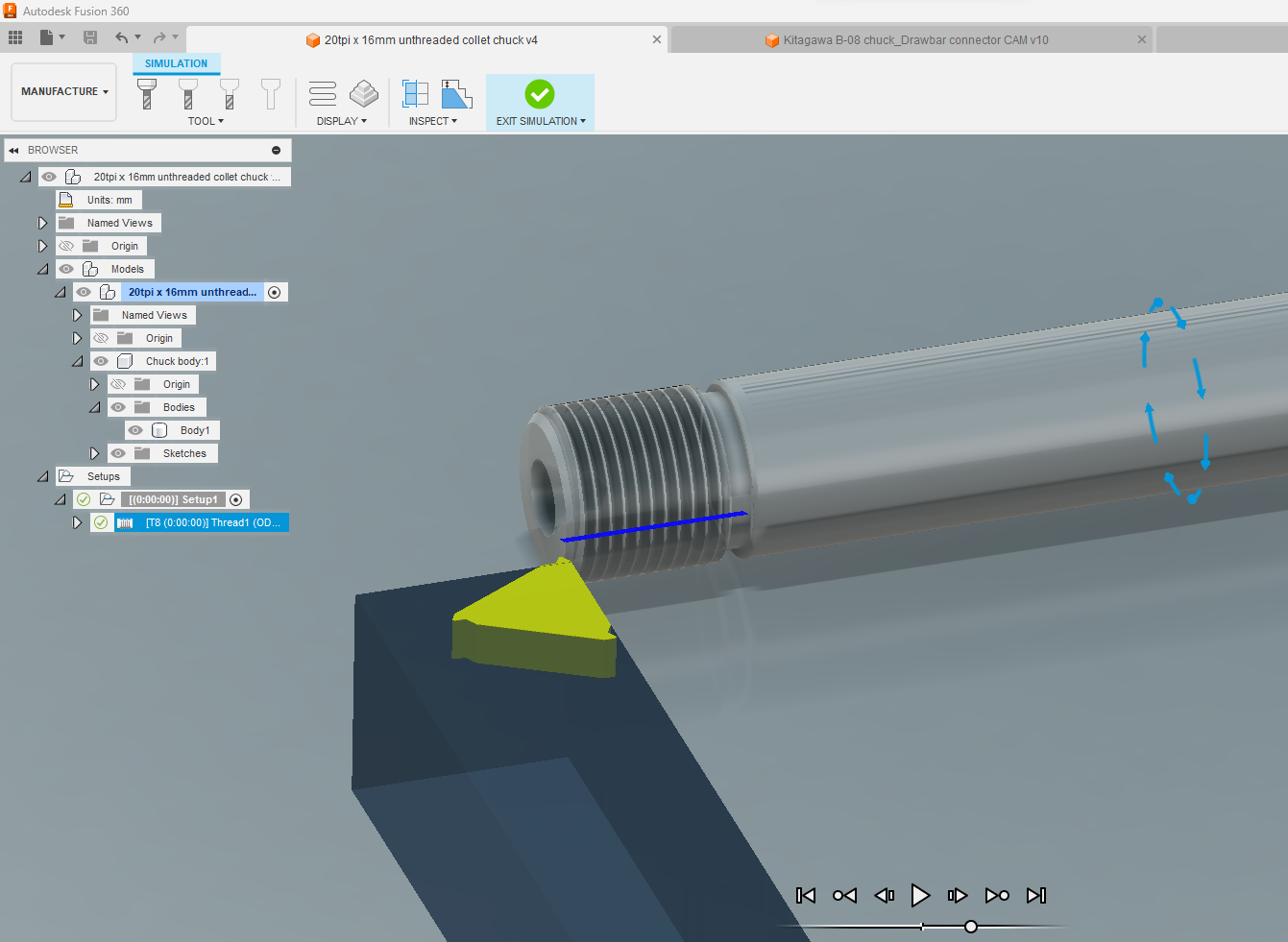
But even then, Fusion is trying to crash the tool into the tailstock during the retract move. Doh!! So I clearly need to fiddle with the retract distances as well.
And just to keep you awake at night, the simulation graphics show a LH thread, even though the rotation and tool direction are correct for a RH thread. This part of lathe CAM is clearly in a bit of a mess.

N15 M0 ;CHANGE TO T8 ON REAR TOOL POST
N16 T0800
N17 G54
N18 M8
N19 G90 G99
N20 M33
N21 G97 S500 M4
N22 G4 P1.
N23 G0 X20. Z-15.849 T0808
N24 G0
N25 G92 X15.494 Z0.051 F1.27
N26 G0 Z-15.795
N27 G92 X15.284 Z0.105 F1.27
N28 G0 Z-15.753
N29 G92 X15.124 Z0.147 F1.27
N30 G0 Z-15.717
N31 G92 X14.988 Z0.183 F1.27
Note that the feed value ("F1.27") is positive ie for a RH thread. This is finally starting to look usable.
Well "that was a couple of hours of my life I won't get back" etc. Thanks, Fusion team.



No comments:
Post a Comment