I thought I had a neat solution for replacing the ER11 collet chuck adaptor. But there is a slight issue with this cunning stunt. As you can see, the main body has a through bore of about 8mm. That is somewhat larger than the 60 degree centre pip in the Autolock chuck which is responsible for the accurate radial location of the inboard end of the cutter / collet chuck. So the only way around this would be to create yet another adaptor that would sit in the end of that bore, with a centre hole for location.

This would be getting rather messy. Not only would I need to bore out that hole (to ensure it is concentric) but I'd also need to make up a mating part with a centre hole. All of those features would have their own tolerances which would stack up in the final assembly. I'm needing something better than 10um total runout at a guess, so this concept doesn't sound as if it would be worth all the buggerage.
Bingo!
At this point, I chanced upon a familiar looking component on the Arc Euro website. This is the exact same ER11 collet chuck adaptor that came with the speeder in the first place.
The only obvious difference is the rather large / clunky nut. Obvs the only sensible thing to do was to order a few of them. And yes, in the flesh they are clearly the same part:

Perhaps this Arc Euro connection shouldn't seem such a great surprise, as the late John Stevenson (who I got this speeder from) was a close friend and business associate of Ketan Swali who owns and runs Arc Euro Trade. John travelled to China with Ketan to visit their suppliers and develop new product lines. Annoyingly, I was convinced I'd searched for a collet chuck like this previously, including on the Ac Euro website. However, unless you know the correct product description used by the vendor, it's easy to search for a product and fail to find any matches. Anyway, here we are.
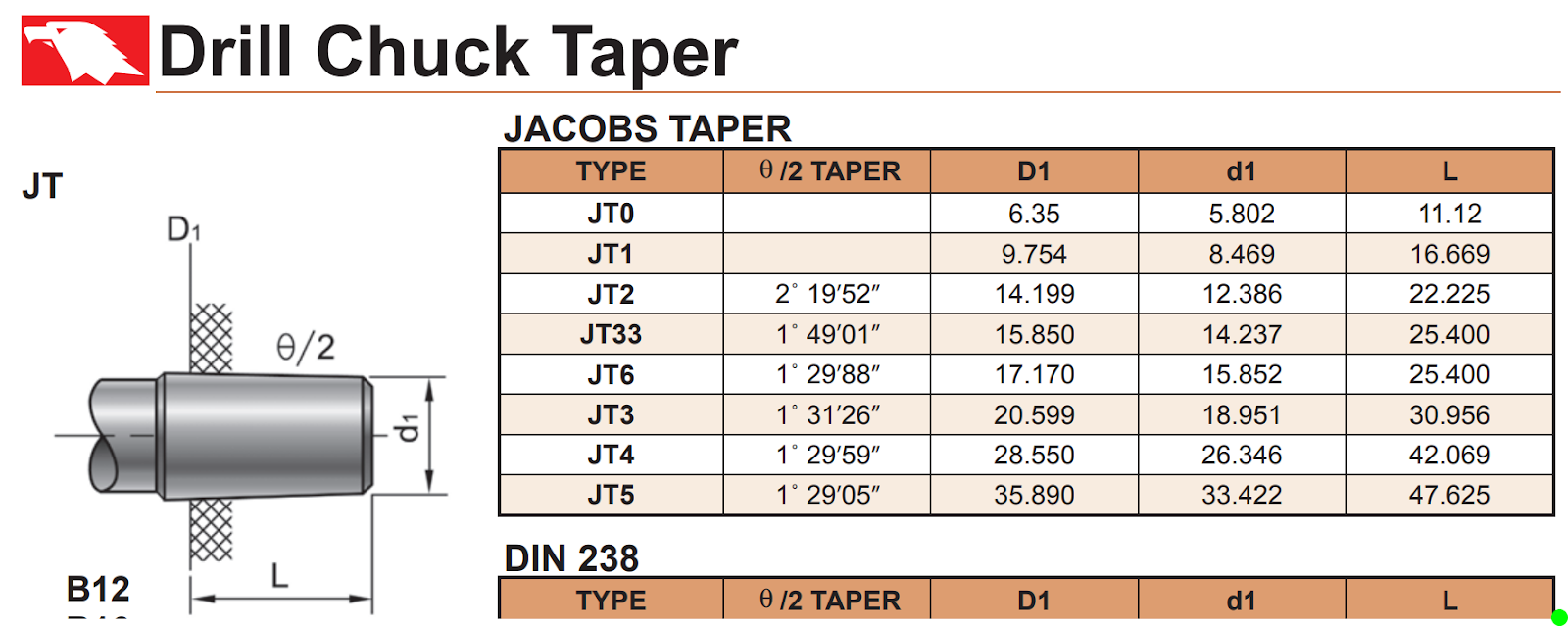
It seems that the female taper at the inboard end of the adaptor is a Jacobs Taper #1 (JT1), which has the following taper dimensions
To make this work I'm going to have to make up some small adaptors that have JT1 taper on one end and the 16mm / 20tpi thread on the other. At least I can see a way to do this with minimal runout.
This should do the trick:
- Set up stock in 4 jaw
- Centre drill, then support with tailstock
- Rough and finish the taper
- Thread 20tpi
This should ensure the taper, thread and centre hole are concentric, as best as I can hope for (ie using one setup). I should then be able to part off the part and the job is done. What could possibly go wrong etc.
Here's what should remain after the machining. Yes, the centre drilling isn't shown and yes, the simulation incorrectly shows a LH thread even though it's correctly set up for a RH one. Fusion 360 Lathe still has some maturity to be developed....








No comments:
Post a Comment