What up?
I need an encoder for the Bantam spindle if I want to do threading later, which I certainly do. I have a spare one that came with The Shiz. Seems to work fine, despite scribblings on it suggesting it had failed. I'll need to keep an eye on it but after an inspection and cleanup, it looks good to go.
I bought a couple of 36t HTD 5mm pitch, 9mm width pulleys for this. I reckoned the diameter should be sufficient for me to bore one of them out enough to fit on the spindle tail, leaving just enough room for a grub screw to hold it in place.
I bought a couple of 36t HTD 5mm pitch, 9mm width pulleys for this. I reckoned the diameter should be sufficient for me to bore one of them out enough to fit on the spindle tail, leaving just enough room for a grub screw to hold it in place.
Spindle pulley:
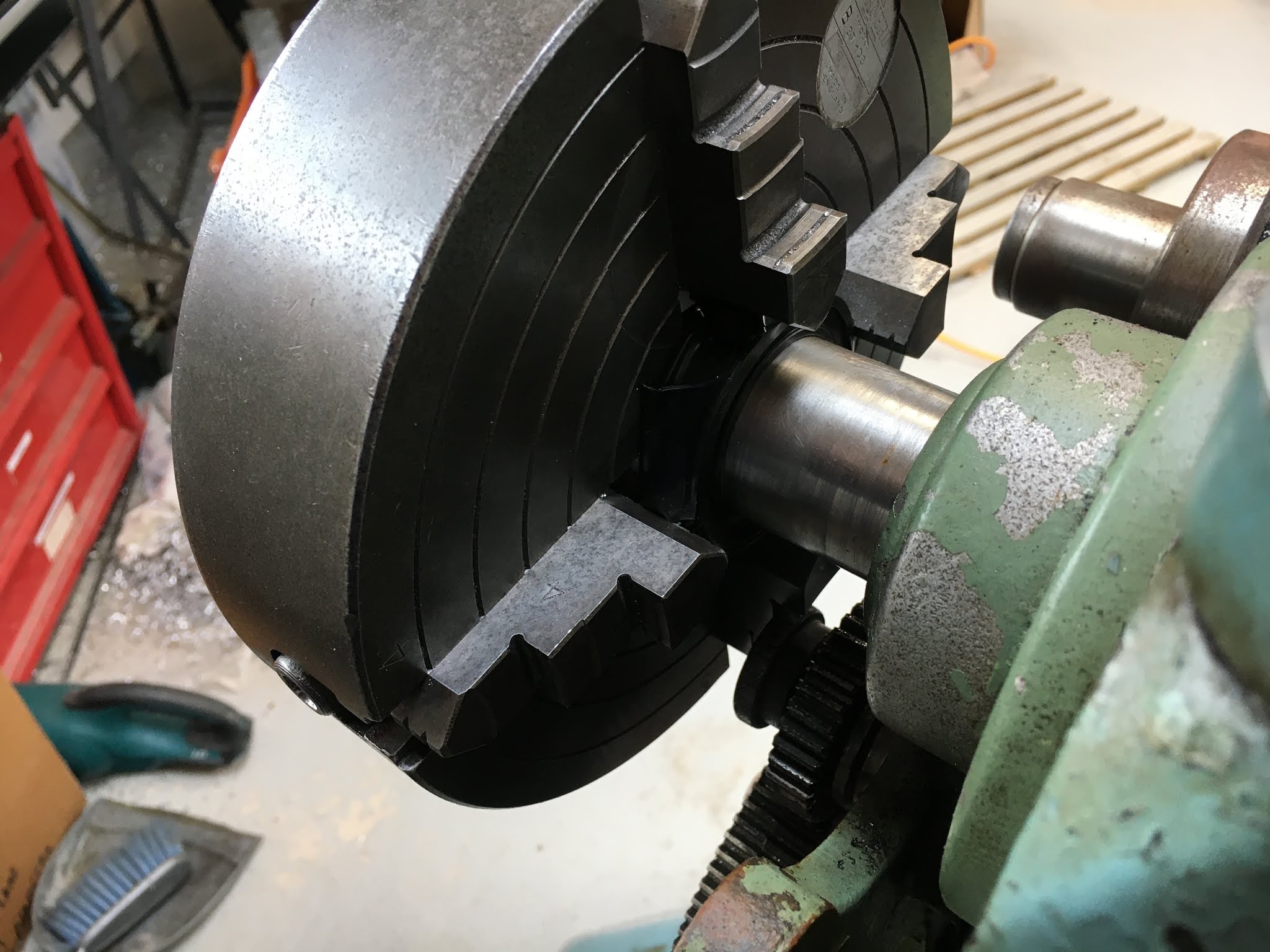
So let's bore it out. First, set it up, using 4 nuts to pack out the jaws - the steel belt guides prevent clamping directly, as they are pretty flimsy.

I need to open up the 8mm pilot hole to 1-5/8" (~41mm).

This 25mm drill is the biggest I have.

Then it's a question of boring it out to size

Done

Let's check it carefully


That looks pretty close


Encoder pulley:
The encoder has a 1/4" (6.35mm) shaft but the pulley has an 8mm bore. Time to make up a bush.

There.

Spot on - it also provides the correct spacing of the pulley body from the encoder.

Assembly:
The encoder is a bit tricky to fit into the space available. It could either fit here....

...or here.

That's a convenient stud. I could replace the nut with a standoff. A plan comes together...

Mounting bracket:
But first, I need to make up a bracket for the encoder. This is some 1/4" loominum plate, chopped roughly to size in the bandsaw. I'll finish it later as it comes together.


Usual thing - drill....

....then bore out to size.

With a stepped bore, I can hold it in place with a couple of M5 screws. Then I can rotate the body to get the wiring to emerge where it's most convenient.

It's tight in there but it looks almost workable. I can visualise a standoff in that gap to mount the bracket and allow belt tensioning adjustment...

Final assembly:
After some belt sander work on the bracket, we seem to be getting there.


That's pretty much it - just a bit of finessing with the belt sander and a carbide burr required. And yes, the cover DOES fit over the top of the gear train still. Just.

The cunning standoff concept worked out well. I have a female-female threaded standoff with 7/16" BSW (close enough to 7/16 UNC) at one end and M12 at the other. So it screws onto the banjo locking stud and allows the encoder bracket to be bolted to the other end as shown above. I can adjust the belt tension by swinging the bracket, although it hardly needs any as it turns out.
Grub screws and final assembly:
The placement of the grub screws is fairly critical, so best use The Shiz with the Renishaw touch probe to find the centre of the boss, then spot drill the hole position.

Drilled through 4.2mm (M5 tapping) then counterbored 6mm before tapping M5. Sorted.

The spindle pulley has less meat (about 6mm), so needs a bit more thought. 8mm spot faced using a centre-cutting end mill, then spot drill and drill 4.2mm before tapping M5. Then a specially shortened grub screw (belt sander) to avoid contact with the belt. Nice.

So that's it all done and dusted. It goes together nicely, no contact / grinding bits. Cable tie to avoid the wiring getting digested by the gears.

Finally, refit the cover. Yes, it fits - just.

Job done!




No comments:
Post a Comment